Anhydrous Milk Fat (AMF): Properties, Production, Applications, and Market Importance
1. Introduction
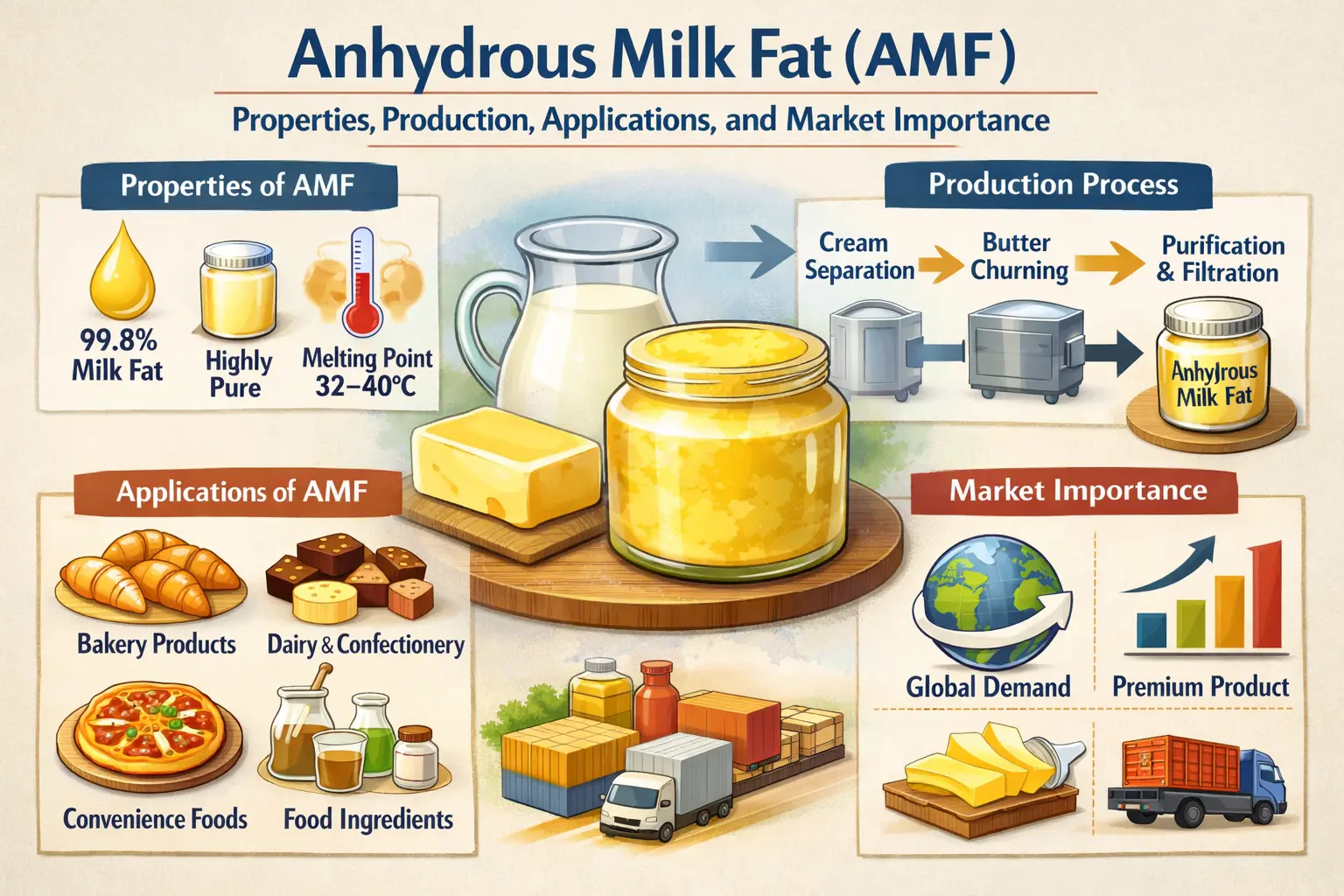
Anhydrous Milk Fat (AMF) is one of the most concentrated and stable dairy fat ingredients used in the global food industry. As its name suggests, it is milk fat with almost all water and non-fat solids removed. Typically, AMF contains at least 99.8% milk fat and less than 0.1% moisture. Because of this high purity, it offers exceptional shelf stability, rich dairy flavor, and wide functional versatility.
Today, AMF is widely used in confectionery, bakery, chocolate, recombined dairy products, ice cream, and infant formula. In addition, it plays an important role in international dairy trade due to its long shelf life and ease of transport.
Understanding the science, production process, and applications of AMF helps manufacturers choose the right fat ingredient for both quality and efficiency.
2. What Is Anhydrous Milk Fat?
Anhydrous Milk Fat is produced by removing almost all moisture and non-fat milk solids from cream or butter. Unlike butter, which contains about 80–82% fat and 16–18% water, AMF is nearly pure milk fat.
Because water is removed, AMF offers several advantages:
- Longer shelf life
- Reduced microbial risk
- Higher fat concentration
- Better stability during storage and export
It is sometimes confused with butter oil. In practice, AMF and butter oil are very similar; however, AMF is produced under more controlled industrial conditions to meet strict international specifications.
3. Production Process of AMF
The production of AMF involves several controlled steps. Each stage is important to ensure purity, flavor, and safety.
3.1 Raw Material Selection
AMF is usually made from:
- Fresh cream
- Butter
- High-fat dairy streams
The quality of the raw material strongly affects the final product. Therefore, low acidity, good flavor, and microbiological quality are essential.
3.2 Cream Separation
First, milk is separated using a centrifugal separator to obtain cream with high fat content (typically 35–45%).
3.3 Concentration of Fat
Next, the cream is further concentrated to increase the fat percentage. This is often done through phase separation processes.
3.4 Removal of Water and Solids
The most critical step is moisture removal. This is achieved through:
- Evaporation
- Centrifugal purification
- Vacuum drying
As a result, almost all water and non-fat solids are removed. The final product must contain:
- Minimum 99.8% milk fat
- Maximum 0.1% moisture
- Very low free fatty acid (FFA) levels
3.5 Filtration and Packaging
Finally, the liquid fat is filtered to remove impurities and then packed under controlled conditions, often in:
- 200 kg drums
- 25 kg cartons with inner liners
- Bulk containers
Because AMF is sensitive to oxidation, oxygen exposure must be minimized during packaging.
4. Physical and Chemical Characteristics
AMF has specific physical and chemical properties that make it suitable for industrial applications.
4.1 Fat Composition
Milk fat is composed mainly of:
- Triglycerides (about 98%)
- Small amounts of phospholipids
- Fat-soluble vitamins (A, D, E, K)
It contains a complex mix of short-, medium-, and long-chain fatty acids, which contribute to its characteristic dairy flavor.
4.2 Melting Behavior
One of AMF’s unique features is its broad melting range (approximately 28–34°C). Because of this, it:
- Melts smoothly in the mouth
- Provides a creamy texture
- Enhances sensory quality
4.3 Flavor Profile
AMF delivers a clean, rich dairy taste. This is especially important in:
- Premium chocolates
- Ice cream
- Butter-flavored products
4.4 Oxidative Stability
Although water is removed, milk fat can still oxidize if exposed to light, air, or high temperature. Therefore, proper storage is necessary.
5. Storage and Shelf Life
Because AMF contains almost no water, microbial growth is highly unlikely. However, oxidation remains the main concern.
Recommended Storage Conditions:
- Temperature: Below 20°C (preferably 10–15°C for long storage)
- Away from direct sunlight
- Low oxygen exposure
Under proper conditions, AMF can have a shelf life of 12 months or longer.
In hot climates, temperature control during transportation is especially important to prevent quality deterioration.
6. Applications of Anhydrous Milk Fat
AMF is highly versatile. Its concentrated fat content and clean flavor make it suitable for many industries.
6.1 Chocolate and Confectionery
AMF is widely used in chocolate manufacturing. It:
- Improves mouthfeel
- Enhances flavor release
- Adjusts fat composition
- Improves flow properties
In compound coatings, it can partially replace cocoa butter or other fats.
6.2 Bakery Industry
In bakery products, AMF:
- Improves dough handling
- Enhances softness
- Extends shelf life
- Adds rich buttery flavor
It is used in cakes, biscuits, croissants, and pastries.
6.3 Recombined Dairy Products
In regions where fresh milk supply is limited, AMF is used to produce recombined milk.
By blending:
- Skim milk powder
- Water
- AMF
Manufacturers can create liquid milk with controlled fat content.
6.4 Ice Cream Production
In ice cream, AMF contributes to:
- Creamy texture
- Stable fat structure
- Improved meltdown properties
Because it is concentrated, fat levels can be adjusted precisely.
6.5 Infant Formula
In some infant formula applications, AMF serves as a dairy fat source. However, it must meet strict quality and safety standards.
6.6 Processed Cheese
AMF improves smoothness, meltability, and flavor in processed cheese formulations.
7. Advantages of AMF Compared to Butter
While butter is popular for retail use, AMF offers several industrial advantages:
| Parameter | Butter | AMF |
|---|---|---|
| Fat Content | 80–82% | ≥99.8% |
| Moisture | 16–18% | ≤0.1% |
| Shelf Life | Moderate | Long |
| Transport Cost | Higher (due to water) | Lower (concentrated) |
| Industrial Use | Limited | Highly flexible |
Because AMF does not contain water, transportation is more efficient. This makes it economically attractive for export markets.
8. Quality Parameters and Specifications
When purchasing AMF, buyers typically evaluate:
- Milk fat content
- Moisture content
- Free fatty acids (FFA)
- Peroxide value (oxidation indicator)
- Color and flavor
- Microbiological status
Low FFA and low peroxide values indicate good raw material quality and proper processing.
9. Global Market and Trade Importance
AMF is a key product in international dairy trade. Major exporters include:
- New Zealand
- European Union countries
- Australia
Importing countries often use AMF for:
- Recombined dairy
- Confectionery manufacturing
- Industrial food processing
Because of its long shelf life and stability, AMF is especially valuable in regions with limited refrigeration infrastructure.
10. Sustainability and Efficiency
From a sustainability perspective, AMF offers benefits:
- Reduced transportation weight (no water)
- Lower packaging volume
- Longer storage stability
Furthermore, modern production systems aim to improve energy efficiency and reduce waste during fat separation and drying.
11. Challenges and Considerations
Despite its advantages, AMF has some challenges:
- Sensitivity to oxidation
- Price fluctuations in global dairy markets
- Dependence on milk supply
- Strict quality requirements for export
Therefore, quality control, temperature management, and proper logistics are essential.
12. Conclusion
Anhydrous Milk Fat (AMF) is a highly concentrated, stable, and versatile dairy ingredient. With at least 99.8% milk fat and minimal moisture, it offers long shelf life, rich flavor, and strong functional performance across many food applications.
From chocolate and bakery to recombined milk and infant formula, AMF plays a critical role in modern food manufacturing. Its economic efficiency in transport and storage further increases its value in global trade.
Ultimately, AMF is more than just purified milk fat. It is a strategic ingredient that supports texture, flavor, and stability in a wide range of food products, making it an essential component of the global dairy industry.